テクニカルガイド - データ作成時のご注意点|名刺・封筒作成のラクサポCAINZ 1ヶ所配送無料
テクニカルガイド - データ作成時のご注意点|名刺・封筒作成のラクサポCAINZ 1ヶ所配送無料



コンピュータでは、いくつかのカラーモードを扱うことができます。
その中でも代表的なカラーモードが「RGB」と「CMYK」です。

クリエイティブの現場では、Webページのような「画面で表示するデータ」で利用されます。
上記のように、カラーには種類があります。
IllustratorやPhotoshopでデータを作成する際には、適切なカラーモードに設定して制作を行う必要があります。
カラーモードが適切でないと、画面で見ている色と印刷結果の色が違う、といったトラブルの原因になります。
カラーモードは、それぞれ以下の方法で切り替えます。
画像を開いた状態で「イメージ」メニューから「モード」を開き、使用したいカラーモードを選択します。
現在、画像がどのカラーモードを利用しているかは、ファイルタブを見ることで確認できます。
Illustratorでは、新規ファイルを作成する際のダイアログで設定を行います。
プロファイルを「プリント」にすると、自動的にCMYKカラーが設定されます。
既に、ファイルを作ってしまっていて、現在のカラーモードを知りたい場合には、ファイルを開いた状態で、「ファイル」メニューの「ドキュメントのカラーモード」にて確認、変更が行えます。
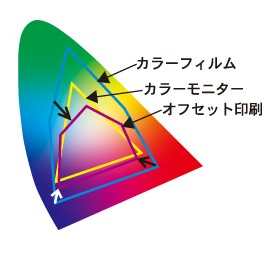
印刷はCMYKで行われますので印刷用データにRGBデータを含んで入稿してしまった場合、下図のように、思ったよりくすんだ色に仕上がってしまいます。

特に鮮やかな水色やグリーンなどはくすみが強く出易いので、データの作成時は、それを考慮してデータ作成していただく事をお奨めします。
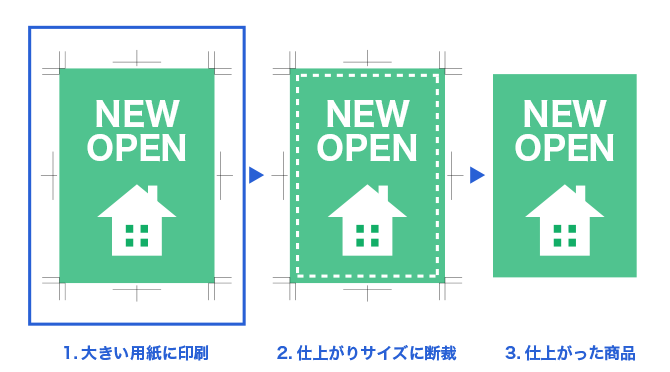
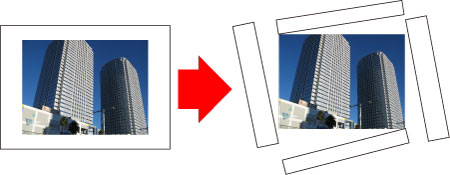
お客様が商品としてほしいサイズが仕上がりサイズとなります。
通常の印刷では、仕上がりサイズの用紙に印刷しているのではなく、大きな紙に印刷した後で、『断裁』という作業を行って仕上がりサイズに切揃えています。
仕上がり位置まで色が必要なデザインの場合、断裁時の微妙なズレにより、白い隙間ができてしまう事があります。仕上がり位置まで色があるデータの場合、必ず3mm分大きく作ってください(トンボと塗り足しについて)。
断裁仕上がり位置に近い場所に文字があると、断裁のズレによっては文字が切れてしまうので、デザイン上必要な場合を除いて、仕上がり位置より3mm程度内側に作成してください。
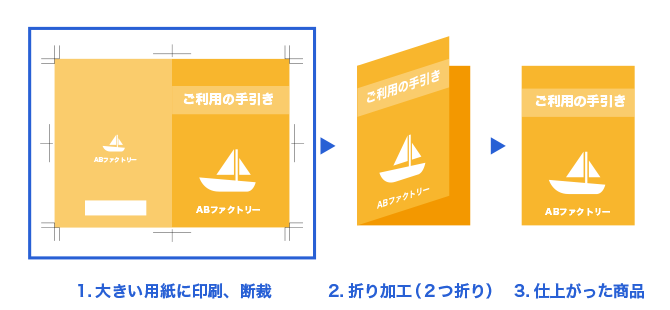
折り加工がある場合は、折って完成した商品の大きさが、仕上がりサイズとなります。
折る前の開いた状態のサイズを展開サイズと呼びます。
(二つ折りで仕上がりサイズがA4の場合、展開サイズはA3となります。)
ここでは、印刷に欠かせない「トンボ」と「塗り足し」の解説をしていきます。
「トンボ」というのは、印刷データの外側についている下図のようなマークのことです。
「トリムマーク」と呼ぶこともあります。
トンボは見当合わせ、断裁、折りといった各工程で作業の目安や基準として必ず使われるものです。
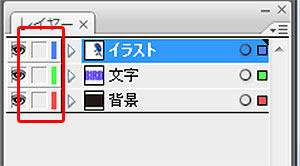
センタートンボ、断裁トンボ(コーナートンボ)の他、下図赤丸の折トンボがあります。
Illustratorのトンボの付け方はこちら
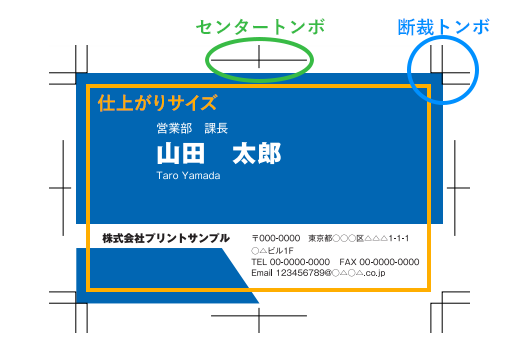
「断裁トンボ(コーナートンボ)」や「センタートンボ」は、それぞれ以下のような役割を果たしています。
印刷機では家庭用インクジェットプリンターのような「フチなし印刷」ができません。
フチなしの印刷物を作る場合には完成品よりも大きい紙にデータを印刷し、四辺を切り落としてフチなしの状態にします。
その時の切り落とす位置を示しているのが「断裁トンボ」で「コーナートンボ」とも呼ばれます。
印刷では通常、「シアン」「マゼンタ」「イエロー」「ブラック」の4つの版を用意し、それを重ね刷りすることでカラー印刷を行います。
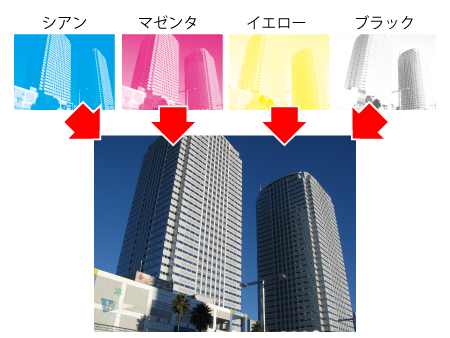
この重ね刷りをする時の位置合わせに利用されるのがセンタートンボです。
「塗り足し」は断裁工程に配慮し、背景などを少し大き目に「はみ出して」作った部分の事です。
塗り足しは断裁加工と深く関係しています。トンボを基準にした断裁の作業は、以下のラインで行われます。
この際、データを仕上がりサイズぴったりで作ってしまった場合、断裁が少しでも外側にずれてしまうと、紙の白が見えてしまい大変見苦しい仕上がりになってしまいます。

そこでデータは、上下左右に3mmずつはみ出すように作成し、万が一断裁がずれても紙の色が出ないようにします。
このはみ出した部分を印刷用語で「塗り足し」と呼び、デザインを作る際には必ず考慮してデータ作成をします。
トンボの外側のラインが、ちょうど3mm大きいサイズのラインなので、このラインに合わせてデータを作成していただきますと安心です。

断裁位置に近い文字は、同じく断裁のずれによって文字が切れてしまう可能性がございます。文字や図柄は仕上がり部分より上下左右3mm程度内側(塗り足しから6mm内側)に配置します。
同様に縁取り状のデザインをする場合も、このずれを考慮して縁を太く設けたり、ずれの目立ちにくい絵柄にしておきますと、より一層印刷に適したデザインとなりお奨めです。
【ご注意ください!】
文字やオブジェクトが仕上がりに近い位置に配置されている場合、お客様へ確認をさせていただく可能性がございます。その場合は進行が保留になりますのでご注意ください。
そのままのデザインで問題がない場合はご入稿時の備考欄等でその旨ご記載くださいませ。

仕上がりの端に白ふちが残ってもよろしければ「白が出てもかまいません」などと記入してご返答ください。 ご入稿時の備考欄等でその旨を明記しするか、メールなどで教えていただければ、塗り足し以外で問題が無ければそのままデータチェック完了となります。
背景を広げる等して塗り足しを含んだ状態にデータを修正し、再度データをご入稿ください。
3つ折の印刷物を作成する場合には、コーナートンボやセンタートンボとは別に、折る位置を示すための折トンボを作成します。

3つ折印刷物にありがちなトラブルが「紙を3等分で折ってしまう」ことです。
例えば、A4の紙で3つ折を作成する場合に、紙を99mmずつ均等に折り曲げてしまうと、折り畳んだ際に中に巻き込まれる部分がうまく収まらずに、全体が膨らんだような状態になってしまいます。
そこで、3つ折のデータを作る時には「97mm/100mm/100mm」といったような感じで作成し、中に巻き込まれる部分を少し小さめにすることで、折り曲げた際に、きれいに畳まれるようにします。
折トンボは、弊社テンプレートをご利用いただくほか、コーナートンボを利用して作成すると簡単です。コーナートンボの作り方は「トンボの付け方」のページをご参照ください。
ダイレクト選択ツールでコーナートンボ(左上)の内側にある縦線をクリックして選択します。
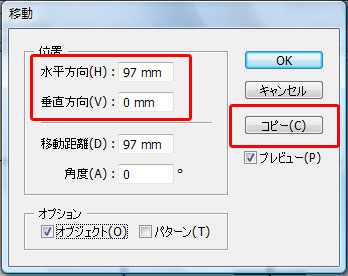
「オブジェクト」メニューから「変形」→「移動」を実行します。
開いたダイアログで「水平方向」に「100mm」、「垂直方向」に「0mm」を指定して「コピー」ボタンをクリックします。

選択していた縦線が複製され、折トンボが作成されます。
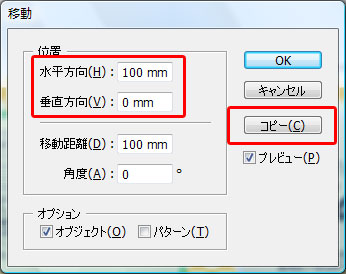
作成された折トンボを選択し、さらに100mm右側に縦線を複製します。

同様の方法でデータ下部にも同じ折トンボを作成して下さい。
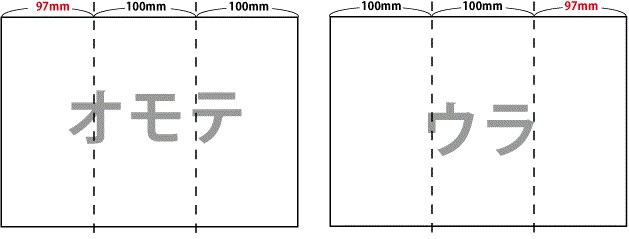
また、折トンボの位置は、オモテ面とウラ面で左右対称になることにご注意ください。
印刷時に画像の美しさを左右するのは「画像解像度」です。
以下、画像の解像度についてご説明いたします。
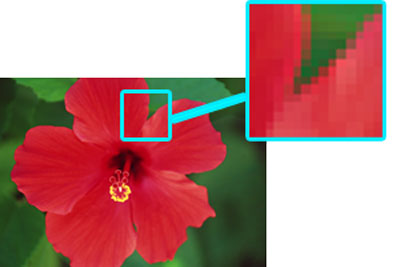
デジタルカメラで撮影したデータをPhotoshopで開き、ズームツールでめいっぱいズームアップをすると、画像は小さなマス目(ドットと呼びます)の集合体で出来ていることがわかります。
このようなドットの集合体画像のことを「ビットマップ画像」と呼びます。
このビットマップ画像の品質は、この時のドットのサイズで決まります。
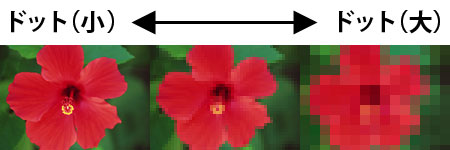
左図の通り、ドットのサイズが小さい方が高画質となり、逆にドットのサイズが大きい方が低画質となります。
先述のドットのサイズを数値であらわしたものが「画像解像度」です。
数値に「dpi(dot per inch)」という単位をつけて「350dpi」や「72dpi」といった表記をします。
dpiは、1インチ中にドットがいくつ並ぶサイズなのか?という単位です。
Photoshopの場合は、画素(ピクセル)を基礎単位と扱っているため、dpiではなくppi(pixel per inch)という単位を使用しています。表記は違いますが、基本的に同じものと捉えていただいてかまいません。
画像解像度の数値が高いほど、ドットは小さくなるため、画質はきめ細やかで美しい画質になります。
逆に数値が低いとドットは大きくなり、画質は粗くなりますが、その分ファイルサイズが軽くなる、といったメリットもあります。
Webページに掲載する画像は、様々な通信環境を考慮して、なるべく軽量にするため解像度を低く設定します。一方、印刷物の写真には、高い画質が求められるので解像度を高く設定します。
解像度は、以下の数値を基準にして下さい。
| 画像の利用目的 | 解像度 | カラーモード |
|---|---|---|
| Webページ | 72 dpi※ 程度 | RGBカラー |
| 印刷物(カラー) | 350 dpi 程度 | CMYKカラー |
| 印刷物(グレースケール※) | 600 dpi 程度 | グレースケール |
| 印刷物(モノクロ二階調※) | 1200 dpi 程度 | モノクロ2諧調 |
※72dpiの画像は、パソコンの画面上で見る分には美しい画像ですが、印刷のクオリティは満たしていません。Webページをプリントアウトすると画像が粗くプリントされるのは、この解像度のためです。web用に作成されたロゴを始めとする画像を、印刷データとして使用する場合は、解像度にご注意ください。
※グレースケール・モノクロ二階調の違い:グレースケールは黒でも濃淡を再現する場合に、モノクロ二階調は真っ黒と真っ白で再現できる画像の場合に使い分けるのが一般的です。
画像解像度の確認と設定は以下の方法で行います。
画像を開いた状態で「イメージ」メニューから「画像解像度」を開きます。
ダイアログ内の「解像度」欄で現在の解像度が確認できます。
解像度を変更する際には、ダイアログ下部にある「画像の再サンプル」のチェックを外した上で「解像度」欄の数値を変更して「OK」をクリックします。
■「画像の再サンプル」にご注意ください!■
上記で設定している「画像の再サンプル」のチェックは必ず外すようにしましょう。
例えば、解像度を現在の数値よりも高くする場合、チェックのある、なしでは以下の違いがあります。
再サンプルにチェックが入っている場合、Photoshopは現在の画像のドットをさらに細かく分割して解像度を上げようとします。
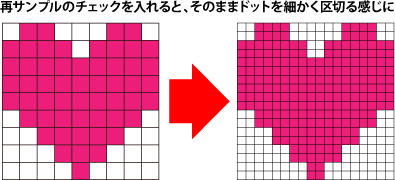
そのため、画像の縦横サイズは変化しませんが、画質に変化もありません。これでは解像度を変更しても意味がないのです。
再サンプルのチェックを入れるのは、すでに解像度が希望の解像度を満たしている際に、画像の表示サイズを変更する場合です。
一方、チェックを外した場合は、Photoshopはドットを小さくすることで解像度を高くします。
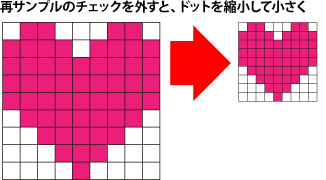
画質がきめ細やかになり、印刷でも利用できる解像度になります。ただし、全体のドットを縮小するため画像の縦横サイズが小さくなります。
例えば、コンパクトデジタルカメラで撮影した写真は通常72dpiで設定されています。それを印刷物に利用すると、解像度を変更した際に縦横のサイズも小さくなります。
それを考慮して、撮影時にはカメラの設定をなるべく大きなサイズで撮影ができる高画質モードに変えておくといいでしょう。
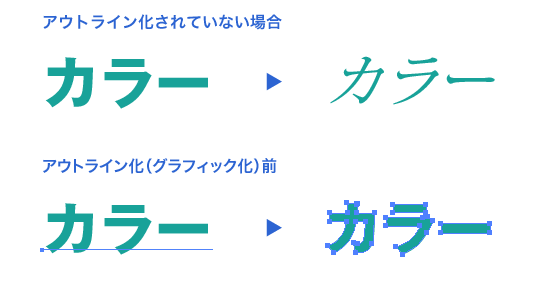
Illustrator、InDesignなどのソフトウェアでは、フォントを図形に変換する「アウトライン化(グラフィックス化)」という機能があります。
図形に変換されていれば、違う環境下でもフォントが有るか無いかを気にする必要はありません。
弊社対応外のフォントを使用した場合、お客様のイメージ通りに印刷することはできません。また、使用しているフォントやソフトウェアにより全く読めない記号の羅列のように文字が化けてしまう場合もあります。
PDFデータでご入稿する場合、エンベッドしていただく必要があります。
エンベッドとは、データの中にフォント情報を埋め込むことです。
エンベッドされていればフォントが無い環境でもフォントのデザインを生かした状態で印刷する事ができます。
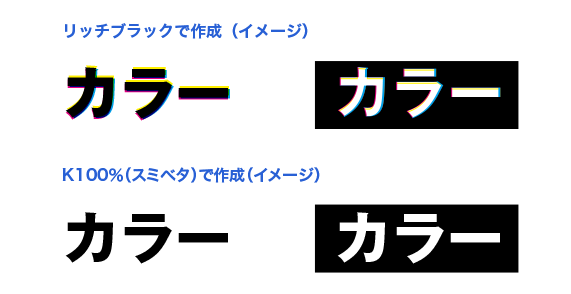
スミベタのスミはCMYKの中のK(黒)の事を指し、ベタは100%の濃度の事指します。つまりスミベタとはK100%の色を指します。
カラーモードをCMYKで作成する場合には、黒い部分は基本的に、K100%で設定します。
リッチブラック
黒い部分がK100%以外の色で表現される状態をリッチブラックと言います。
意図的に黒に他の色を混色して深みのある黒を演出することもできますが、設定の仕方により、仕上りが綺麗にならない場合もありますので注意が必要です。
C100%/M100%/Y100%/K100%の設定や、CMYKの総インキ量が320%を超える成分の場合は、インキ量が多すぎるために印刷が不安定となります。印刷物の仕上がりに大きな問題が生じるため、修正していただく必要があります。
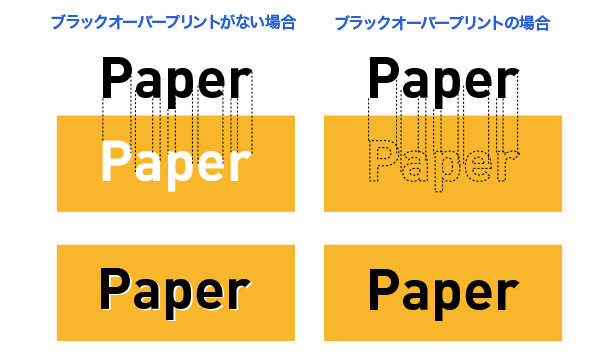
また、細い文字や線にリッチブラックを指定すると見当ズレが発生した際に、下図の様に滲んで読みにくくなる場合があります。
また、リッチブラックの上に白い小さい文字や白い線を配置するとつぶれて見えなくなってしまう場合があります。
通常、文字や線などにかかわる部分にはK100%のみを指定してください。
印刷では様々な原因で見当ズレが発生することがあります。
見当ズレが発生すると色の境目に他の色が出たり、紙の色の白が出てしまいます。
その為、他の色の上にある小さな文字や線などは読みにくくなってしまいます。
印刷上の黒は理論上、どのような色を加えても黒になる特性を利用し、印刷の機械で自動的にブラックオーバープリント(スミノセ)という処理をします。
ブラックオーバープリントは、黒の下に重なっている色や図柄などを抜き合わせにせずそのまま印刷し、その上に黒を重ねるため、黒の見当ズレが発生しても影響が少なくなります。
当社ではK100%の文字や図形などのベクトルデータに対して自動的にオーバープリントの処理をしています。
ベクトルデータがK100%の場合でも透明機能の影響を受ける部分はブラックオーバープリントの処理は適用されません。
また、写真などの画像上のK100%もブラックオーバープリントの処理は適用されません。
黒に他の色が入っても黒く見えますが、黒に混色する色により、赤味を帯びた黒や、青味を帯びた黒など、混色された色の影響を受けてしまいます。
そのため、黒の下の色が均一であれば混色の影響は目立ちにくいのですが、黒の面積が広く混色された色が複数あり差が大きい場合に、下にある絵柄などが透けた様に見えてしまうことがあります。
この現象を避けたい場合は、K100%の設定が自動的にブラックオーバープリントになる特性を利用し、K100%にC・M・Yの色をいずれか1%でも混ぜること(C1%/M0%/Y0%/K100%)により、ブラックオーバープリントの処理はされずにヌキ合わせの処理となります。

※この黒の透けている部分は説明のために誇張しております。
黒色の文字・罫線・QRコード・各種バーコードは、グレースケールで作成してください。
微量な紙の伸びや印刷のズレで、色の変化や読み取り不良が発生する場合があります。
また、3色及び4色で表現されるセピア・グレー表現やモノクロイメージ画像も同様に色の微細な再現が困難ですので、グレースケールへ変換後の入稿を推奨いたします。
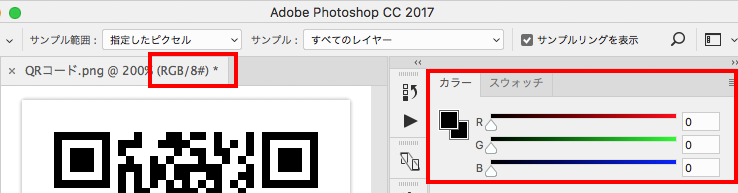
インターネット上で作成したQRコードやバーコードの画像はRGBの黒色であることがほとんどです。
そのRGB画像をそのままCMYKに変換すると、4色掛け合わせのリッチブラックの画像となってしまいますので、下記のようにグレースケールへ変換を行ってください。
また、QRコードが小さすぎると読み取れない場合があります。データチェック時および製造時に読み取り確認は行っておりません。事前にお客様ご自身でQRコードが読み取れるかご確認の上ご入稿お願いします。
1.ダウンロード直後のQRコードの例
RGBでの黒色の数値となっています。
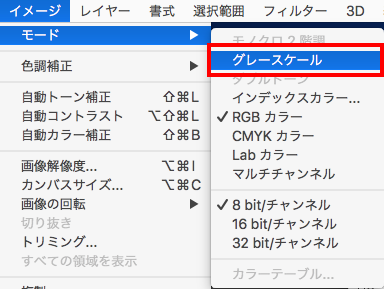
2.「イメージ」-「モード」からカラーモードでグレースケールを選択
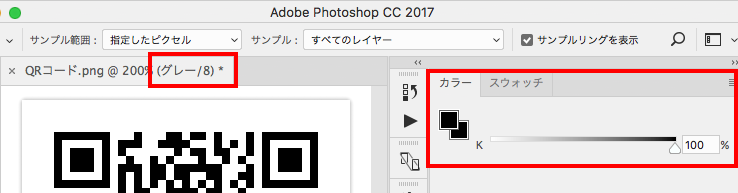
3.グレースケールのQRコードの例
K1色の数値となります。
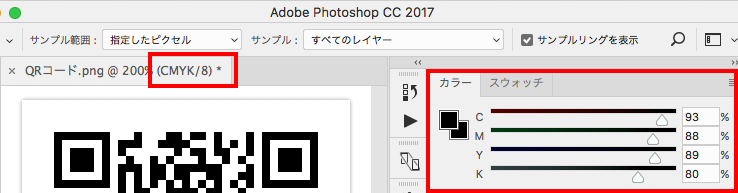
参考:RGBからCMYKに変換したQRコードの例
(RGBの黒色をCMYKで再現すると4色掛け合わせの数値となります)
K1色の印刷イメージ
 4色掛け合わせの印刷イメージ
4色掛け合わせの印刷イメージ

両面印刷の場合、表と裏の組み合わせ方をご指定いただく必要があります。
そのために必要になるのが、天地と表裏の指示です。
天地の指示のしかた
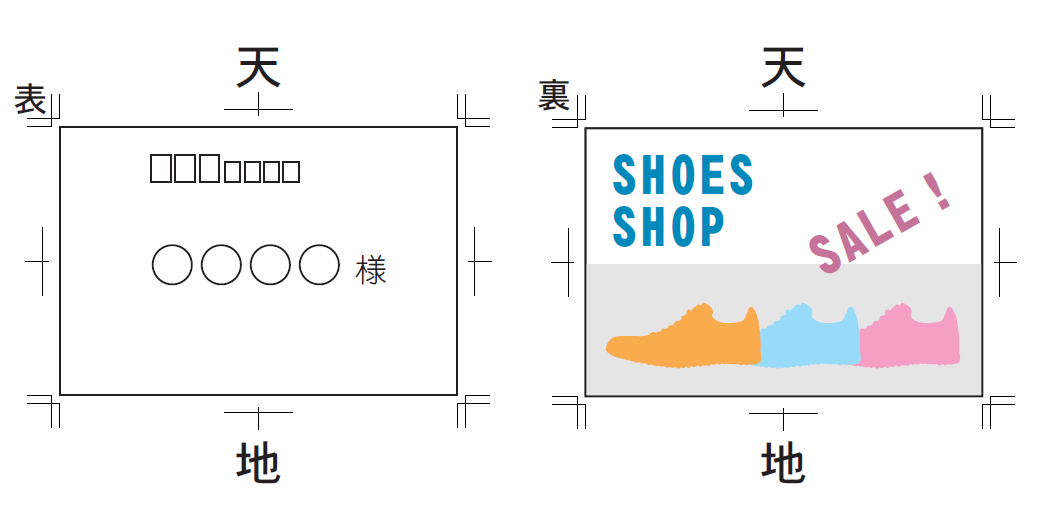
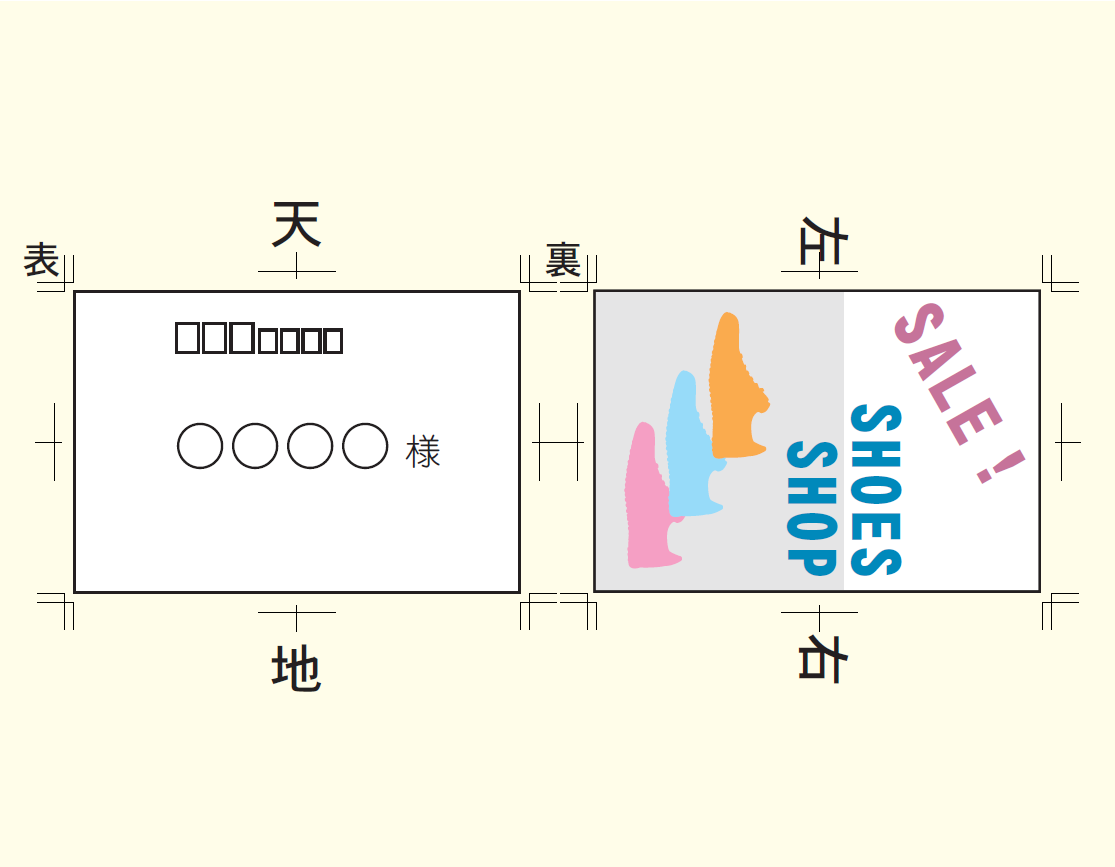
①天天合わせ ~データの表と裏の向き(縦・横)が同じ場合~
裏のデータの上同士(天同士)が合うように両面印刷します。これを「天天合わせ」と呼びます。
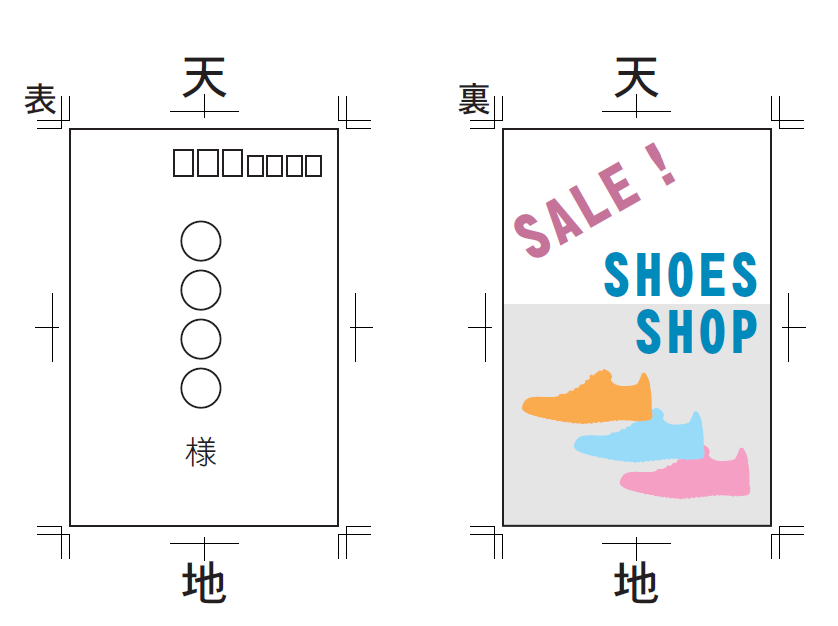
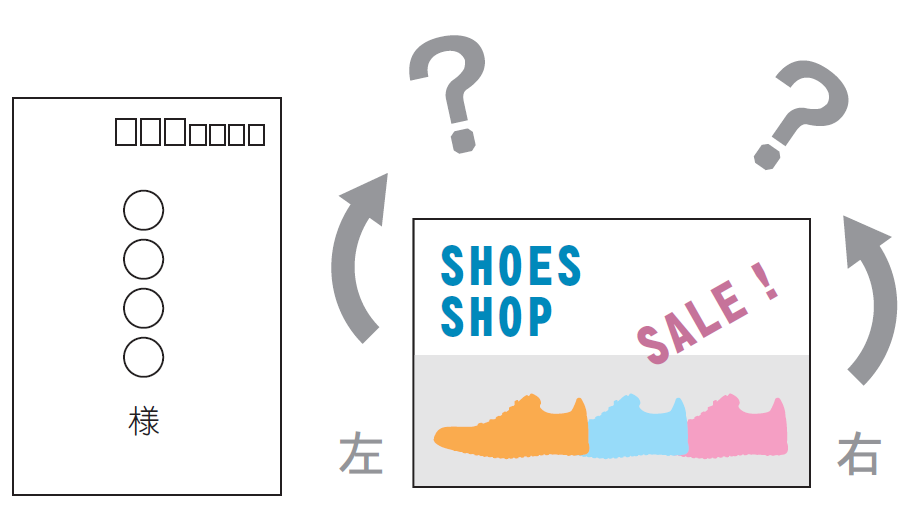
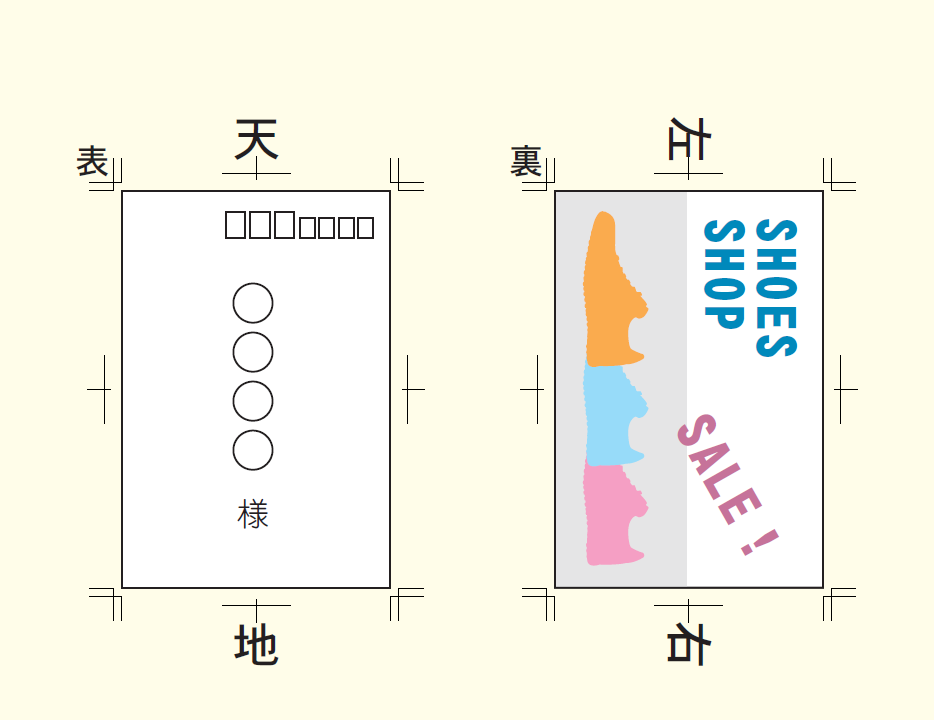
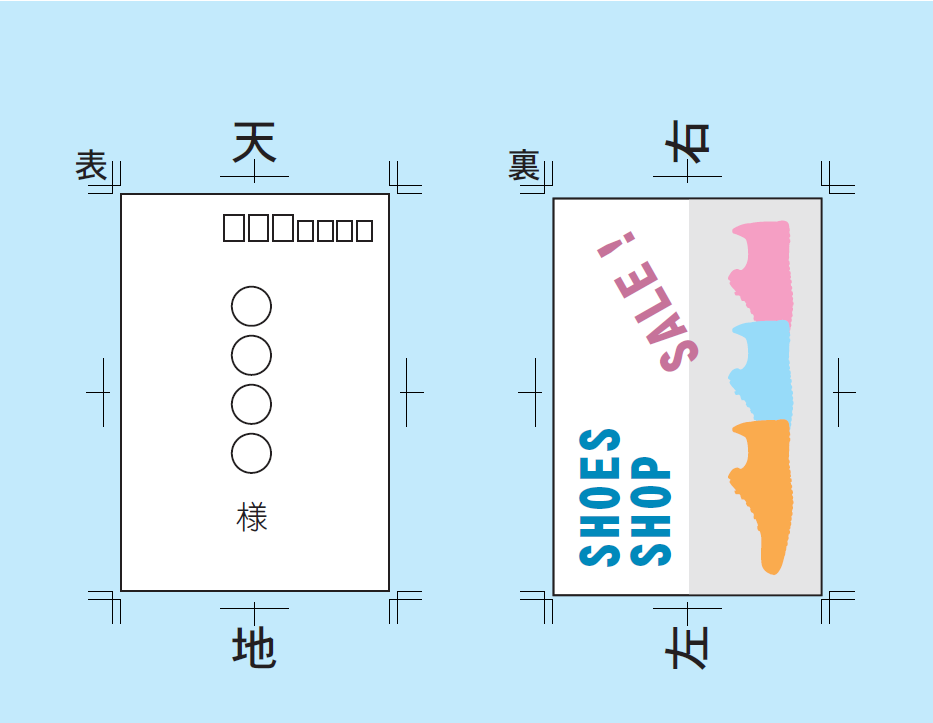
■左天 裏面を時計回りに回転させた場合。
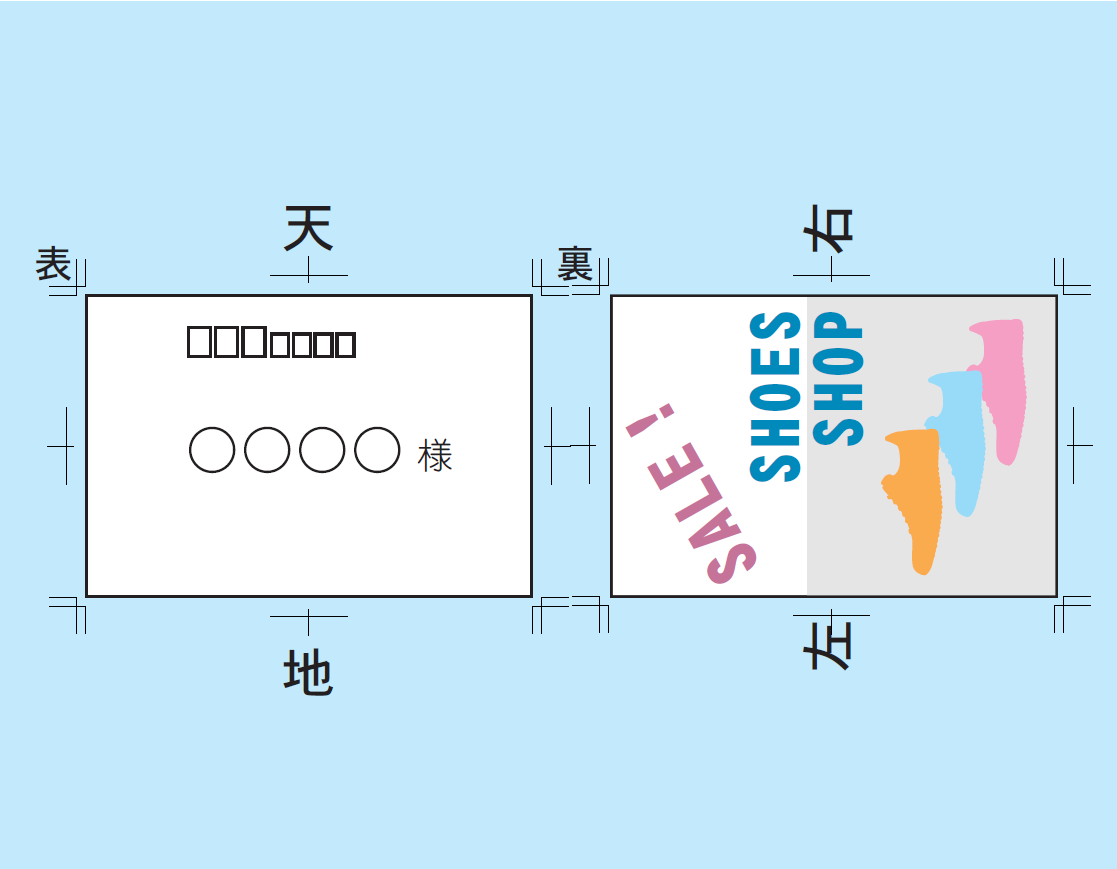
■右天 裏面を反時計回りに回転させた場合。
ファイル名に表裏を入れるのも忘れずに!
両面印刷をする場合は、「表」と「裏」が分かるようにファイル名やデータ上に記しましょう。
※1データで複数ページがある場合、ご指定がなければ奇数ページを「表」、偶数ページを「裏」といたします。
※表裏など複数ページを一つのページ内に作成することはしないでください。
ファイル毎に分けていただくか、ページ毎に作成してください。
オフセット印刷はチラシやパンフレット、雑誌など幅広く用いられている印刷方法です。
カラー印刷の場合、C(シアン)、M(マゼンタ)、Y(イエロー)、K(ブラック)の4色のインキ(プロセスカラーインキ)を使用します。モノクロ印刷はK(ブラック)だけで印刷します。

色は、インキごとに0%~100%の間で濃度を指定します。
CMYKの4色のインキの組み合わせでほとんどの色を再現できます。
データ上で濃度を指定すると下の図のように濃度に応じた均一な色で表現されますが、実際は印刷する機械により表現方法が異なります。
オフセット印刷では、100%部分はインキの均一な状態で表現され、
10~90%部分は、網点(アミ点)と呼ばれる点の集まりで表現します。
決められた範囲の中で、紙の色の部分と、インキの部分の割合で濃淡を表現します。
濃度を上げると網点のサイズが大きくなりインキ部分が多くなるため色は濃くなります。
逆に、濃度を下げると網点のサイズが小さくなり紙の部分が多くなるため薄くなります。
実際にはその濃さの色のインキで印刷するのではなく、点の大きさで紙とインキの割合を調整し、目の錯覚によりその濃さに見えるような表現をしています。
0%は紙自体の色になります。(白は紙の色で、白いインクで印刷するわけではありません。名刺などの普通紙クリームなどは紙自体に色が付いているため、白い部分はありません。)
小さい文字に薄い色を指定すると、網点の点同士の間が広く見えるため、オブジェクトの輪郭部分をよく見ると多少ギザギザに見える場合があります。

また、細い線に対して薄い色を指定すると、点線のように見えたり、かすれる場合があります。
これはオフセット印刷の特徴で避ける事が出来ないため、回避するためには、濃度をある程度濃くしたり、線幅を太くすることが必要になります。
データを保存するときにつけるファイル名に、機種依存文字などを使用すると「リンク外れ」など思わぬトラブルが発生する場合がございます。
パソコンで使用できる記号に、環境依存文字(機種依存文字)というものがあります。
名の通り機種独特の文字で、例えばMacintosh特有文字を、Windowsの相手に送信した場合、文字は化けてしまいます。
また、Windows特有文字をMacintoshに送信した際にも同様の結果となります。
リンクファイルにこのような特殊な文字を使用していると、送信先で文字が化け「リンク外れ」となりファイルが正常に開けない状態になります。
また全角の文字も化ける原因になる事がありますので、半角英数字がベストと言われています。
ファイル名には機種依存文字を使わないように気を付けましょう。
▼環境依存文字(Windowsの場合)
また、パソコンで扱う文字や記号には、独特の役割を持ったものがあります。
例えば、Windows PCで「Cドライブ内のProgram FilesフォルダにあるAdobeフォルダ」を開いてみると、フォルダウインドウには、下図のように表記されます。
こちらの通り「¥(半角円マーク)」は、フォルダ階層の区切りを示す記号と扱われます。そのため、ファイル名に円マークを含めてしまうと、パソコンは そこが階層の区切りだと勘違いしてしまいファイルを正常に認識できなくなってしまいます。
この円マークのようにファイル名には望ましくない文字や記号があります。特に以下の文字はファイル名には含めないようにご注意ください。
▼ファイル名に望ましくない記号
上記以外にも、例えばWebサイトへの流用なども考慮して、ファイル名には記号は(スペースも)なるべく含まず、半角英数で名前をつけていただきますとファイル名によるデータのトラブルが回避できます。
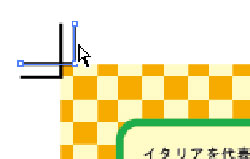
Illustratorでデータを作成する際、ペンツールや文字ツールで画面上をクリックすると、目には見えませんが、データ内に位置を記憶するアンカーポイントという情報が追加されます。
ペンツールで絵を描きかけてやめたり、文字ツールで文字を入力しようとしてやめたり、を繰り返すと、この余分なポイントがどんどん増えていきます。

▲一見問題なさそうなイラストデータでも...

▲データを確認すると不要なポイントが隠れている事があります
これらのようなゴミデータは印刷時のエラーの原因になります。また同様に、トンボの外側等に不要なデータを残したままご入稿されますと、どれが印刷すべきデータか判別が付かずデータチェックが保留になるケースも起こり得ます。
ある程度データが出来上がったら、これら不要なアンカーポイントやデータは削除していただきますと安心です。
不要なポイントは以下の方法で除去します。
編集できないように保護されているデータを解除します。
レイヤーパネルから、すべてのレイヤーのロックを外します。
「オブジェクト」メニューから「すべてをロック解除」をクリックします。
(クリックできないようになっている場合は、この手順は不要です)
「選択」メニューから「オブジェクト」→「余分なポイント」を実行します。
画面内に存在する不要なポイントが選択されるので、削除しましょう。

デザインの中に不要と思われるオブジェクトがございました場合、進行をお止めして確認をさせていただく場合がございます。
印刷に不要なオブジェクトや文字の場合、お客様ご自身で削除をしていただきデータの再入稿をお願いしておりますが、やむを得ず不要データの削除が難しい場合は、ご指示をいただき削除が可能な場合がございます。
こちらで削除をさせていただきました場合は、処理後の内容につきまして確認用のデータをお客様にご確認をいただいてからの進行とさせていただきます。(PDF校正サービスについてを追加させていただきますため、納期が変更になる場合がございます)あらかじめご了承ください。
PDF校正サービスについてはこちらをご参照ください。
PDF校正サービスについて
※オブジェクトの選択ができないデータに関しましては、修正の処理のお承りが出来かねます。
また、選択が可能なデータに関しましても、修正の処理が出来かねる場合がございます。内容によりましては再入稿をお願いする場合がございます。
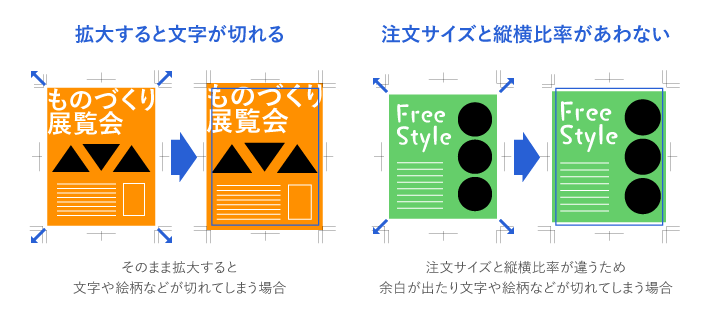
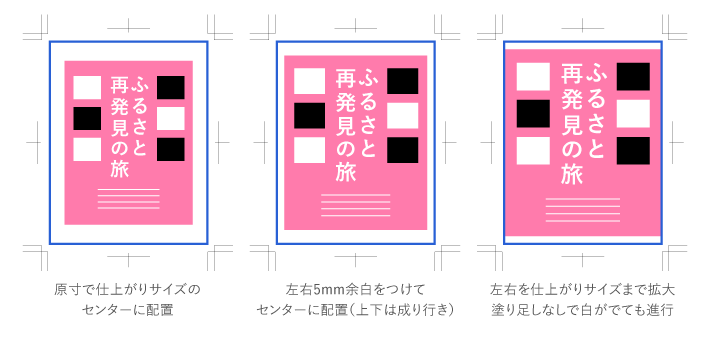
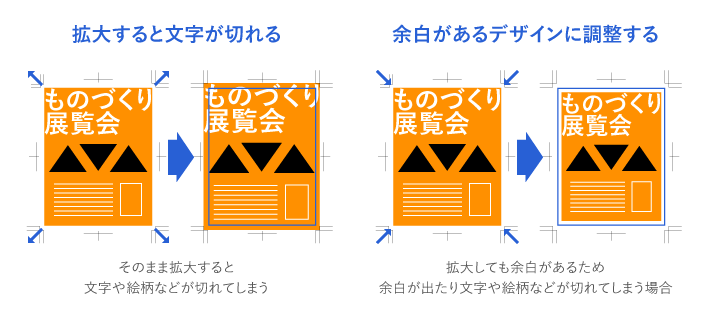
拡大・縮小の処理をご希望の場合は、データご入稿画面の備考欄へ明確なご指示をお願いいたします。
※中心から拡大または縮小の処理になります

塗り足しに関して「全体を拡大処理」」または、拡大率「余白が出ないように拡大」の指示で問題ない場合は、そのまま進行させていただきます。その他のご指示に合わせて処理をする場合は、処理後の内容につきまして確認用のデータをお客様にご確認をいただいてからの進行とさせていただきます。((PDF校正サービスについてを追加させていただきますため、納期が変更になる場合がございます)予めご了承ください。
PDF校正サービスについてはこちらをご参照ください。
PDF校正サービスについて
断裁の際に紙の白い部分が出ないようにするために必要な「塗り足し」部分について。拡大のご指示をいただいた場合でも、デザインや仕上がりに影響が出る場合は、進行を止めて確認させていただきます。
塗り足しについてはこちらをご参照ください。
トンボと塗り足しについて
※確認となる例
※「白が出る」という内容に関しては、こちらの塗り足しについての説明をご参照ください。
トンボと塗り足しについて
デザインが仕上がりに非常に近い位置まできている場合、拡大処理をするとデザインが切れてしまいます。その場合は全体を縮小して余白のあるデザインにする方法もご検討ください。
紙の収縮や断裁時の刃先の微妙な流れが影響され、誤差の範囲で若干の断裁ズレが起こります。
そのため、仕上げ断裁で生じる2mm未満のズレにつきましては許容範囲内とし、ご返品や刷り直しの対象外とさせていただいております。
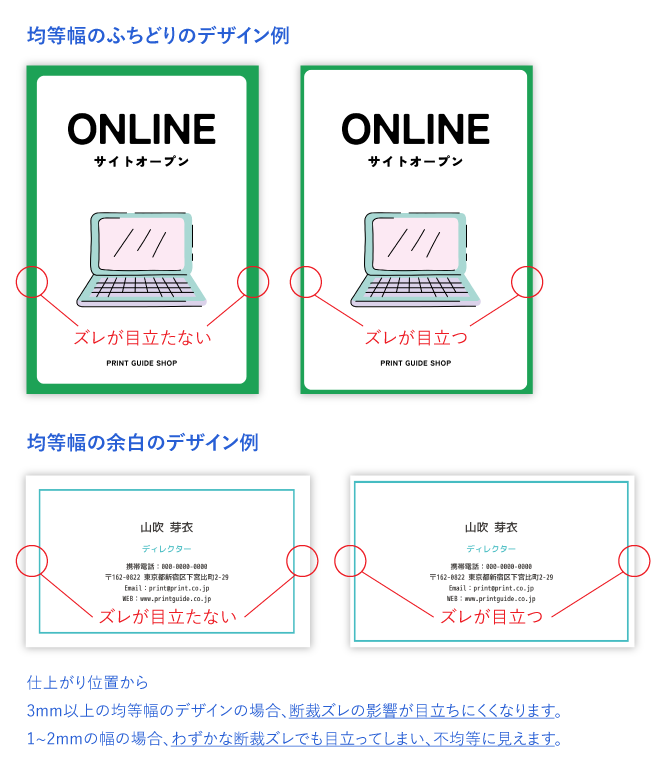
断裁ズレによる文字や絵柄が欠けることを防ぐため、文字・絵柄は仕上がりより3mm以上内側に配置してください。
仕上がりラインに沿って、上下左右均等にフチがあるものや、線が配置されているデザインなどはズレが目立ちやすくなりますのでご注意ください。
・均等幅のふちどりデザイン
・均等幅の余白のデザイン
断裁位置から1~2mmの位置に均等幅のデザインをすると、断裁ズレの影響で均等幅にならない可能性があります。
特に幅が細いとその分ズレたときに目立ち、フチや余白が全てなくなる場合もあります。
できるだけ均等幅のデザインを避けるか、均等幅にする場合でも3mm以上の太めの幅でデザインしますとその分ズレが目立ちにくくなります。
断裁ズレは極力おきないよう注意して作業しておりますが、工程上2mm程度ズレる場合がございます。2mm未満の断裁ズレにつきましては許容範囲内とし、ご返品や刷り直しの対象外とさせていただきますのでご了承ください。
